冷室壓鑄
冷室壓鑄製程很適合用於如鋁之類熔點高的金屬,在這個製程中,金屬在熔化爐中以極高溫加熱液化,然後杓入冷室準備注入模具中。
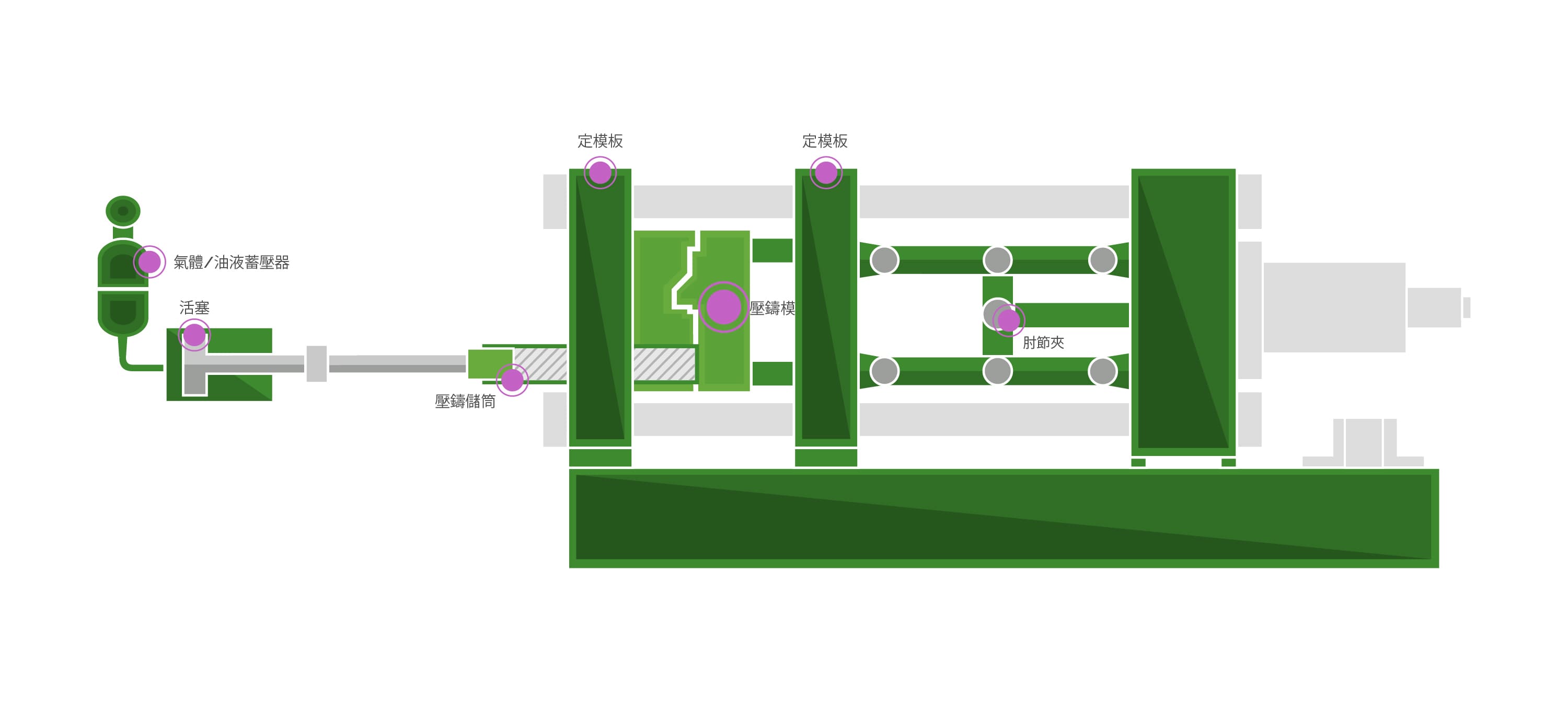
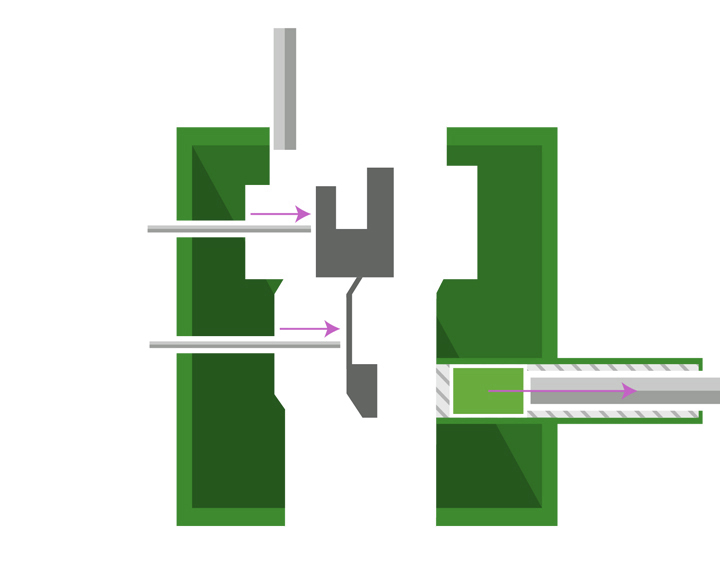
冷室壓鑄機的基本元件
進行冷室壓鑄時,熔融金屬所含材料高於鑄件所需之量;熔融金屬從坩堝杓入壓鑄儲筒,在此透過液壓操作柱塞,將金屬壓入模具當中。補充的材料用來將額外的金屬推入模穴中,以補償在固化期間產生的收縮。
冷室壓鑄機的主要元件如下所示。此種機型的噴射壓力可達10,000psi或70,000KPa
冷室壓鑄製程的操作順序
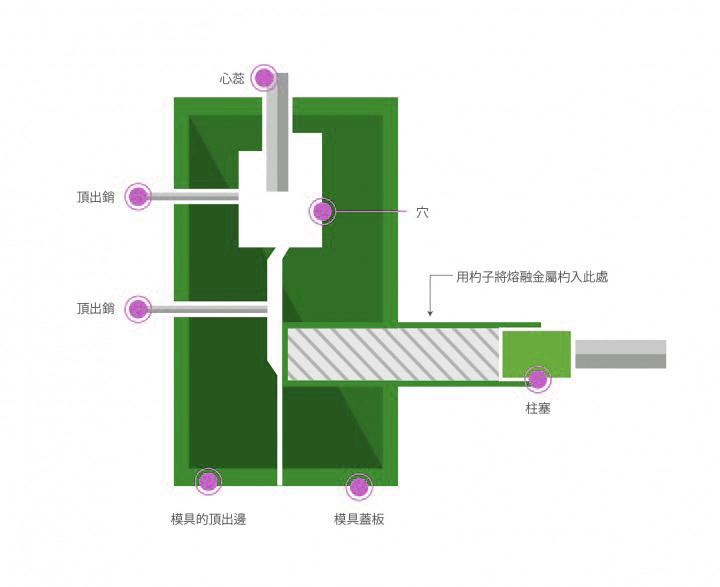
模具閉合,熔融金屬杓入冷室的壓鑄儲筒。
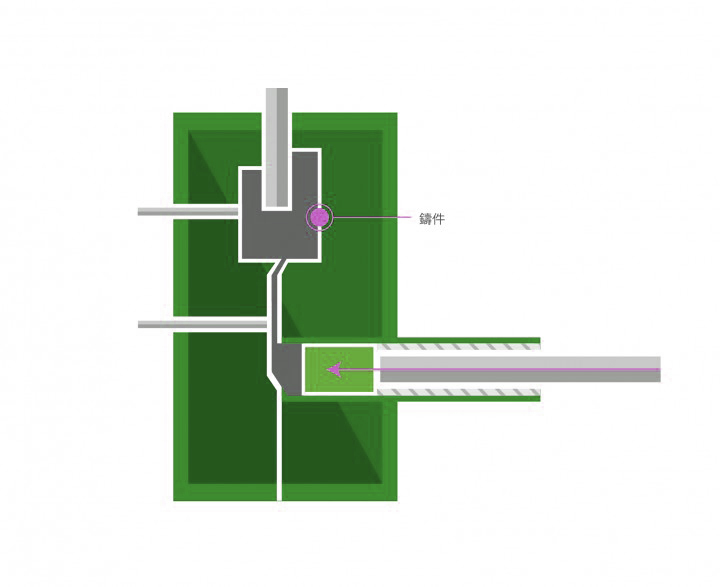
柱塞將熔融金屬壓入模穴,在此熔融金屬保持在壓力下直到固化。
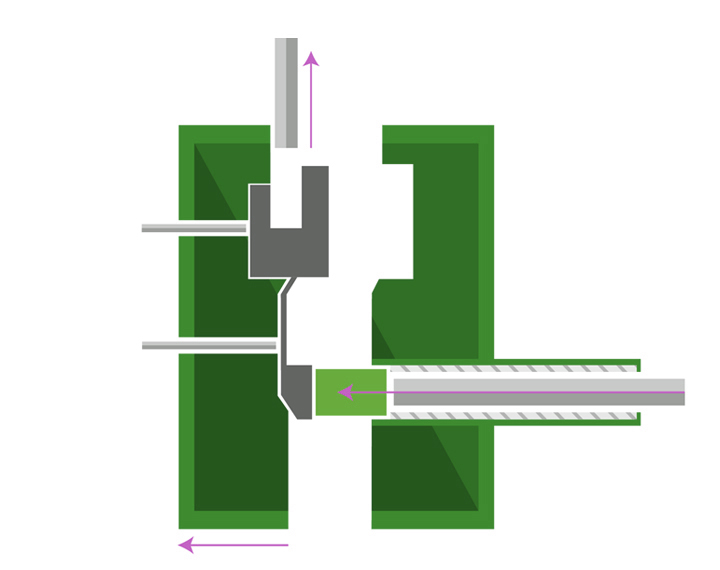
模具打開,柱塞前進,確保鑄件留在頂出邊。心型(如果有)縮回。
頂出銷將鑄件從模具的頂出邊頂出,柱塞復歸原來位置。
Copyright © PENG MING ENTERPRISE CO.,LTD All Rights Reserved.Designed by EBM